|
1 不锈钢水管卡压式连接安装守则 1.1 安装步骤 1.1.1 下料 宜选用专用的电动切管机或手动切管器、手动管割刀;不宜采用砂轮锯等会产生高温的切割工具。当必须采用砂轮锯时,应符合下列规定:1)采用材质不含铁的砂轮锯;2)该砂轮锯专用于切割不锈钢管,不用于切割其它金属管材。 切割后管子不得失圆。切割后管口的端面应平整,并垂直于管轴线,其切斜e不得大于表内的规定;
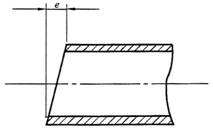
切斜 切斜允许值 (mm) 公称直径DN | 切斜允许值e | ≤20 | 0.5 | 25~40 | 0.6 | 50~80 | 0.8 | 100~150 | 1.2 | ≥200 | 1.5 |
1.1.2 去除毛刺  下料埠面采用倒角器将埠内外毛刺清除干净,以严格防止管子插入管件时刮伤密封圈。使用锯切必须用锉刀对管口进行修端,消除埠锋利管边及下料产生的铁屑。锉刀与倒角器一定要使用针对不锈钢专用的,若使用其它材料的锉刀与倒角器,可能会使管子产生锈蚀。严禁使用会产生高温的修边手段。 下料埠面采用倒角器将埠内外毛刺清除干净,以严格防止管子插入管件时刮伤密封圈。使用锯切必须用锉刀对管口进行修端,消除埠锋利管边及下料产生的铁屑。锉刀与倒角器一定要使用针对不锈钢专用的,若使用其它材料的锉刀与倒角器,可能会使管子产生锈蚀。严禁使用会产生高温的修边手段。
1.1.3 标记画线
不锈钢水管插入管件前,需要在管子上作插入深度标记线,防止施工中管子插不到位,导致降低卡压连接的可靠性。并可在工程检验、验收时得到确认。 1.1.4 检查密封圈 
检查管件中密封圈有无污染、错位。
1.1.5 插入管件  不锈钢水管慢慢插入管件承口深度与画线标志相吻合,调节量不大于3mm。若插入过紧可在管子上沾点水,不得使用油脂润滑。不得倾斜勉强插入,这样易导致密封圈损伤。 不锈钢水管慢慢插入管件承口深度与画线标志相吻合,调节量不大于3mm。若插入过紧可在管子上沾点水,不得使用油脂润滑。不得倾斜勉强插入,这样易导致密封圈损伤。
1.1.6卡压操作
 采用液压卡压工具,将管件圆弧凸出部份放入钳口凹槽内,并确保钳口与被卡压垂直,按下板机,直至卡压完成。采用I型、II型、III型液压工具,观测钳口闭合间隙,钳口闭合即停止卡压,不宜超压封卡,否则易导致工具的损坏及使用寿命的降低,若卡压处有松驰现象,可在原处按其形状重新卡压一次。 采用液压卡压工具,将管件圆弧凸出部份放入钳口凹槽内,并确保钳口与被卡压垂直,按下板机,直至卡压完成。采用I型、II型、III型液压工具,观测钳口闭合间隙,钳口闭合即停止卡压,不宜超压封卡,否则易导致工具的损坏及使用寿命的降低,若卡压处有松驰现象,可在原处按其形状重新卡压一次。

1.1.7确认卡压尺寸
采用专用量规(可自行制作)确认锁固成形位。
|